想要全面了解綦江【当地】焊管无缝钢管源头厂家直销产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:綦江【当地】焊管无缝钢管源头厂家直销的图文介绍


Q345C直缝焊管检验标准 Q345C直缝焊管几何尺寸及外形检查方法: 1、壁厚检查:千分尺、超声测厚仪,两端不少于8点并记录; 2、外径、椭圆度检查:卡规、游标卡尺、环规,测出点; 3、长度检查:钢卷尺、人工、自动测长; 4、弯曲度检查:直尺、水平尺(1m)、塞尺、细线测每米弯曲度、全长弯曲度; 5、端面坡口角度和钝边检查:角尺、卡板。 Q345C直缝焊管在检查好几何尺寸及外形后,还要做化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。热轧以热轧状态交货、冷轧(拨)以热处理状态交货。



鹏鑫钢铁有限公司自成立以来,始终遵循“科技向导,服务先行,诚信为本”的经营理念,坚持以客户的大利益为己任,注重 綦江无缝钢管、产品的研发投入。严格按照ISO9000质量管理体系的标准运行,求精务实创新奋进,为各界客户提供符合各区域特点的优质 綦江无缝钢管、产品及完美解决方案。
綦江【当地】焊管无缝钢管源头厂家直销


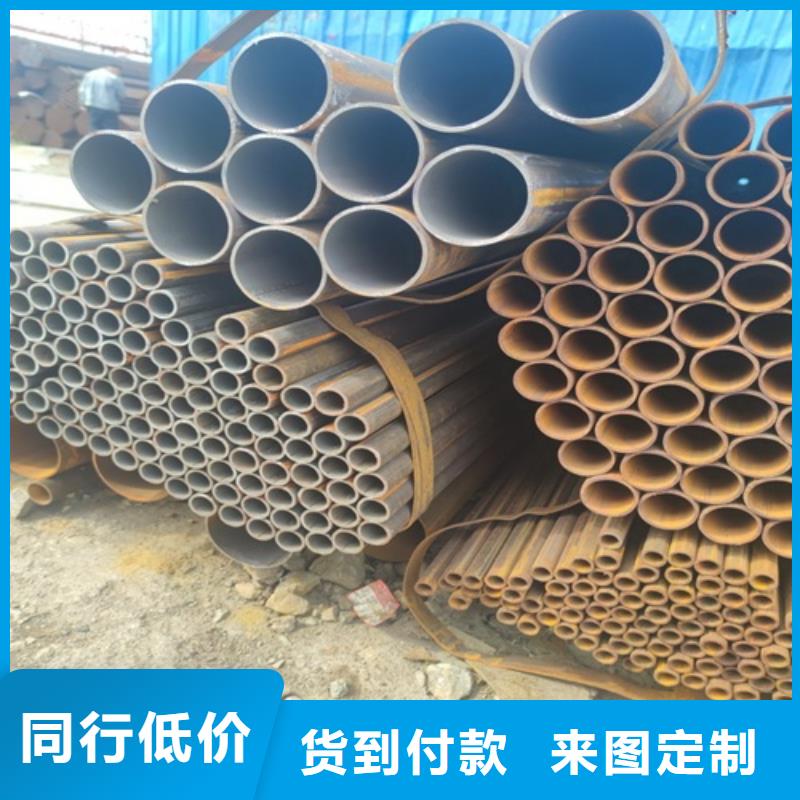
綦江低合金焊管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。低合金焊管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。
较小口径的低合金焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送低合金焊管、低压流体输送用镀锌低合金焊管、带式输送机托辊电焊钢管等。根据现行国标中的规格尺寸表,按外径*壁厚由小到大排序。
綦江低合金焊管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。因其焊接形式的不同分为低合金焊管和螺旋焊管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊管。
低合金焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比低合金焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。



綦江Q235B焊管的质量特点及优势分析: 綦江Q235B焊管的保温性以及耐腐蚀性好,产品除了少数氢化剂外,在运用的过程中能够耐多种化学介质的侵蚀,在运用时会具有优异的耐酸、耐腐蚀以及耐碱的功能,产品在运用的过程中不会繁殖细菌。 綦江Q235B焊管由于资料导热系数低,20摄氏度的导热系数为0.21-0.24W/mk,比钢管(43-52W/mk)、紫钢管(333W/mk)小得多,故PP-R管保温性好。 綦江Q235B焊管在进行运用的过程中其寿命比较长,管材在额外的运用温度以及压力下,其运用寿命能够到达50年以上,Q235B焊管具有防紫外线、防辐射以及使产品永不褪色。 Q235B焊管的耐热性好,在进行作业的过程中其水位为70度其软化的温度为140度。产品在运用的过程中非常的卫生且无毒,在进行制造的过程中其资料完全是由碳合氢两种无素组成。 Q235B焊管在进行加工的过程中没有增加其任何的有毒重金属稳定剂,在运用的过程中其资料的卫生功能已经通过其的部分进行检测过了,质量非常的牢靠。





 扫一扫
扫一扫