


 扫一扫
扫一扫
折叠编辑本段生产工艺
扣件的生产方法包括盖板及中间部的热压工艺生产方法。盖板的生产方法为:由钢板经冲压机出成毛坯后,将毛坯加热,用冲压机冲出盖板的形状,工件冷却后入冲孔冲压机冲出螺栓孔,然后将工件放到撅嘴机上,在开口孔的外侧两边各撅起一凸起后成型。中间部的生产方法为:钢板经冲压机毛坯后,在十字线纵向安装螺栓位置冲出长形孔,将工件加热,按照模具冲压出中间部的形状;冷却后将工件放在斜型台上,对每个孔进行精冲,成型。本发明的优点在于该扣件的生产方法为热冲压工艺,本工艺增大了扣件的韧性,不易变形,扣件经热冲压后,增加了R弧线弧度,使卡口连接面面积增大,从而使接触面积增大,增大摩擦力,使建筑扣件更安全可靠。
架子管异形钢管源头厂家供应")
架子管异形钢管源头厂家供应")
详细钢管脚手架的计算方式:
双排脚手架选用密目式安全网全封闭式,架设高宽比m H 20=,立柱横距b (架宽)m 05.1=,大横杠步距m h 5.1,铺竹钢跳板4层,一起工程施工2层,工程施工载荷2/3m KN Q K =(砌墙架),连墙杆布局为二步三跨(t h 32),测算钢管脚手架总体平稳。
立柱长短为钢管脚手架的步距h ,因钢管脚手架为单双排,因此也要乘于2,再乘于每米长钢管重量就相当于一歩一纵距的立柱重量。
大横杠长短为钢管脚手架立柱纵距t ,因钢管脚手架里、排放都有一条大横杠,因此乘于2,再乘于每米的无缝钢管品质。
钢管脚手架与通常构造对比,其工作中标准具备下列特性:
1、受到载荷特异性很大;
2、脚手架扣件联接连接点归属于半刚度,且连接点刚度尺寸与脚手架扣件品质、安裝品质相关,连接点特性 存有很大基因变异;
3、钢管脚手架构造、预制构件存有原始缺点,如构件的初弯折、生锈,架设规格偏差、受荷轴力 等均很大;
4、与墙的节点,对钢管脚手架的框架性基因变异很大。 对左右难题的科学研究欠缺系统软件积淀和统计数据,不具有单独开展概率计算的标准,故对构造抗力乘于低于1的调节指数其值系根据与过去选用的安全性能开展校正明确。因而,本标准选用的布置方式在本质上是归属于半几率、半工作经验的。钢管脚手架考虑本标准要求的结构规定是布置测算的基础标准。 90时代至今,中国某些公司引入海外优秀技术性,开发设计了多种多样新型脚手架,如插头式钢管脚手架,CRAB控制模块钢管脚手架、圆盘式脚手架、方立式钢管脚手架,及其多种类型的爬架。至2013年,中国技术专业钢管脚手架制造业企业百余家,关键在无锡市、广州市、青岛市等地。从技术上而言,在我国钢管脚手架公司已具有生产加工生产制造各种各样新型脚手架的工作能力。可是中国销售市场都还没产生,建筑企业对新型脚手架的了解还不够。
架子管异形钢管源头厂家供应")
架子管异形钢管源头厂家供应")
架子管异形钢管源头厂家供应")
折叠编辑本段种类
按杆件的材料区分
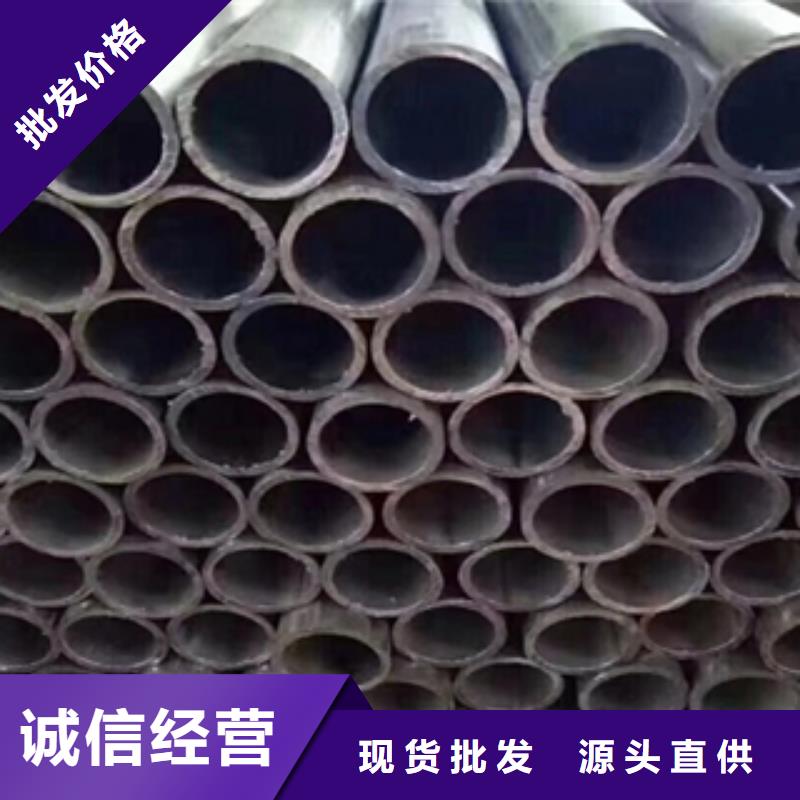
①由单一规格钢管的架子管:它是用同一规格的钢管(例如:扣件式脚手架。如:Ф48×3.5的电焊钢管)注:Ф在数学领域表示"方程无实数解(根)"。
②由多种规格钢管组合成的脚手管:它是用两种或多种以上不同规格的钢管组合构成(例如:门式脚手架)
③全部以钢管为主的脚手架:它的含义可以理解即为全部以钢管为主,并由其他类型的钢杆件辅助所构成的脚手架(例如:设有底座式的脚手架或是有槽钢顶托式的脚手架和有连接固定钢板的挑脚手架)
架子管异形钢管源头厂家供应")
架子管异形钢管源头厂家供应")
架子管异形钢管源头厂家供应")
高效的 拉萨精密钢管、生产制造能力,让您省心
①现代化高科技生产,配有先进生产 拉萨精密钢管、设备及检测仪器
②公司合作有多处生产基地供货以确保订单完成率
③ISO9001国际化生产流程管理,致力于成为国内 拉萨精密钢管、设计、研发、制造、生产基地
架子管异形钢管源头厂家供应")
架子管异形钢管源头厂家供应")
技术支持:k797.com